

Thermal Conductivity and Dimensional Stability Requirements
Demand Pain Points: A semiconductor firm required 6061-T6 aluminum 7nm chip heat sinks (≥180 W/(m·K) conductivity, ≤0.005mm flatness, 120 micro-channels ±0.02mm tolerance), facing chip blockage and oxidation issues.
Solution: High-speed milling + PVD coating + 3D calibration ensured 185 W/(m·K) conductivity, passed 1000h reliability test.
Thermal Conductivity and Dimensional Stability Requirements
Demand Pain Points: A semiconductor firm required 6061-T6 aluminum 7nm chip heat sinks (≥180 W/(m·K) conductivity, ≤0.005mm flatness, 120 micro-channels ±0.02mm tolerance), facing chip blockage and oxidation issues.
Solution: High-speed milling + PVD coating + 3D calibration ensured 185 W/(m·K) conductivity, passed 1000h reliability test.
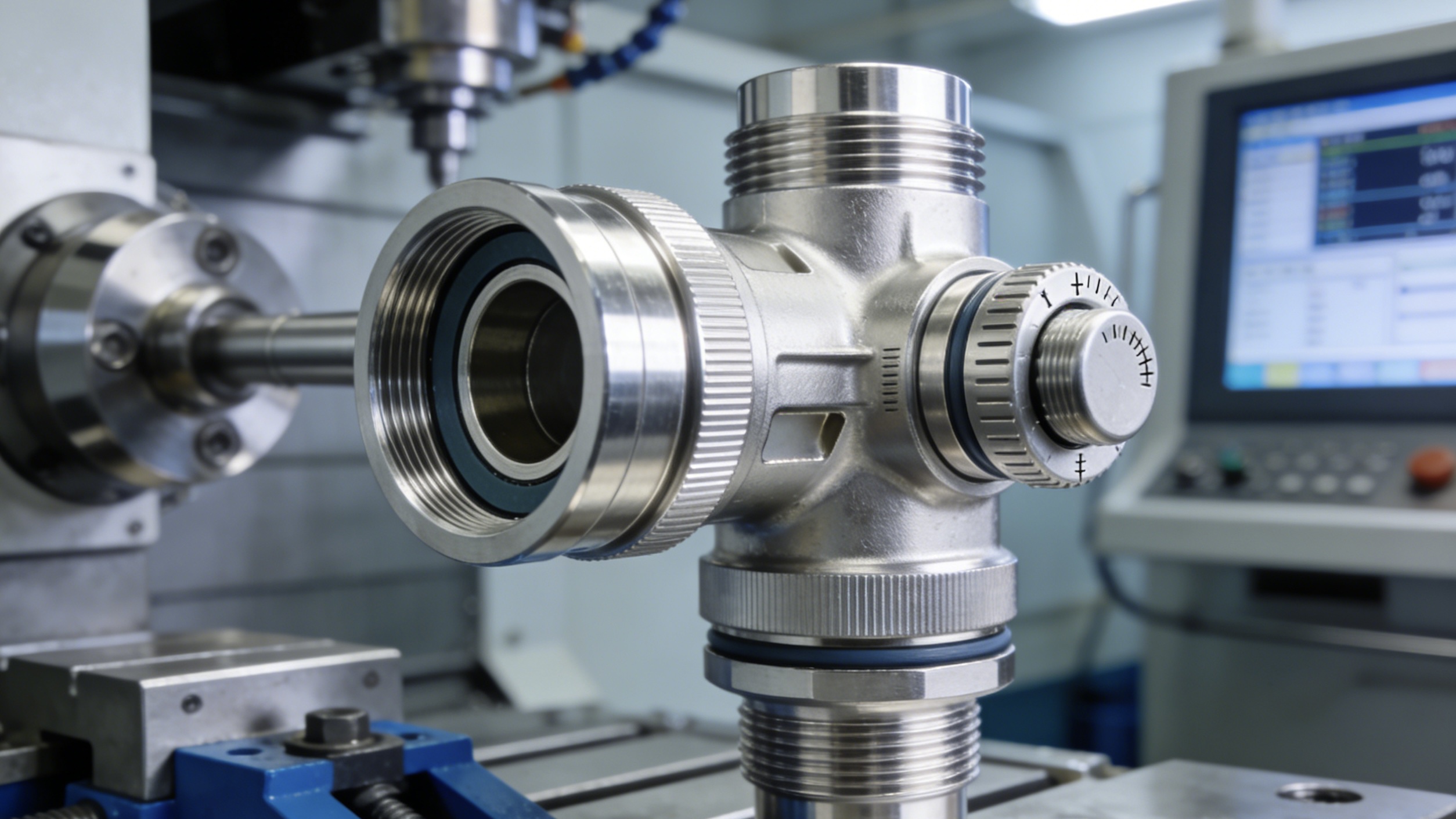
Biocompatibility and Sealing Performance Constraints
Demand Pain Points: A top medical device maker needed 316L stainless steel hemodialysis one-way valves (±0.01mm ID tolerance, ≤0.003mm flatness, ISO 10993-4 compliance), with prior 65% pass rate causing delays.
Solution: 3-stage machining + clean line + full inspection enabled 99.2% pass rate, CE certification & 3-month early EU launch.
Biocompatibility and Sealing Performance Constraints
Demand Pain Points: A top medical device maker needed 316L stainless steel hemodialysis one-way valves (±0.01mm ID tolerance, ≤0.003mm flatness, ISO 10993-4 compliance), with prior 65% pass rate causing delays.
Solution: 3-stage machining + clean line + full inspection enabled 99.2% pass rate, CE certification & 3-month early EU launch.

Dual Challenges of Extreme Precision and Rigidity
Demand Pain Points:Aerospace firm needed 3.5m-dia, 1.2mm-wall TC4 titanium rocket tank parts (±0.1mm tolerance, Ra0.8 finish, 50% shorter cycle), with traditional chemical milling failing (70% pass rate max).
Solution: Custom dual 5-axis mirror milling setup with real-time measurement + constant-temperature workshop, enabling high-precision machining.
Dual Challenges of Extreme Precision and Rigidity
Demand Pain Points:Aerospace firm needed 3.5m-dia, 1.2mm-wall TC4 titanium rocket tank parts (±0.1mm tolerance, Ra0.8 finish, 50% shorter cycle), with traditional chemical milling failing (70% pass rate max).
Solution: Custom dual 5-axis mirror milling setup with real-time measurement + constant-temperature workshop, enabling high-precision machining.
One-Click Ordering, Professional Manufacturing










